Tampilan:0 Penulis:Editor Situs Publikasikan Waktu: 2022-09-26 Asal:Situs








Polyester Staple Fiber (PSF) dibuat langsung dari PTA dan MEG atau keripik PET atau dari limbah PET/Polyester dan Botol Pet Post yang dikonsumsi ,yang digunakan untuk memutar benang dan membuat geotekstil, serta mengisi bantal, mainan barang, bantalan, dll. Untuk mesin penghasil serat poliester, satu -satunya yang berbeda adalah mesin pemrosesan bahan baku. Virgin Fiber akan digunakan dalam PTA, dan didaur ulang akan digunakan PET. Sekarang kita akan menggunakan serpihan hewan peliharaan sebagai bahan baku untuk menggambarkan cara menghasilkan serat stapel poliester seperti di bawah ini:
Seluruh jalur produksi dapat dibagi menjadi dua bagian, garis pemintalan dan garis finishing.
Ada lima langkah yang perlu dilakukan di jalur pemintalan.

Kering
Serpihan , bahan jagung pop, benjolan akan dikeringkan oleh pengering vakum (No.1) atau pengering kontinu dengan suhu tetap . udara disedot oleh pompa vakum dan serpihan dikeringkan dalam keadaan vakum.

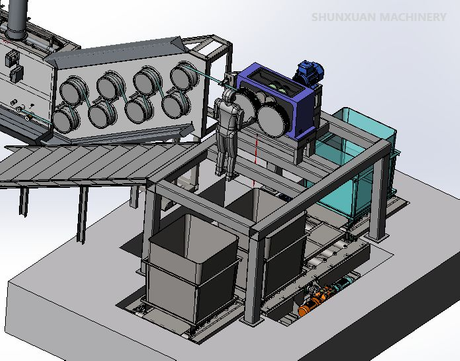
Meleleh
Serpihan botol hewan peliharaan dimasukkan ke dalam sekrup ekstruder (No.3) dengan makna meleleh, mencampur dan menyaring (No. 4) dari Hopper setelah dipanaskan dan dikeringkan, PET yang meleleh akan melewati filter untuk menghilangkan pengotor, seperti PVC dan bahan lainnya, melelehkan waktu yang sama (No.6) di mana setiap pemintalan yang dirancang untuk setiap sistem perpipaan yang dirancang untuk setiap kali lipat.
Pendinginan
Leleh menjadi aliran kecil setelah diekstrusi dari lubang mikro spinneret dan didinginkan dan dipadatkan oleh aliran udara setelah melewati pendinginan rendah (No. 7). Aliran leleh yang disemprotkan dari spinneret menjadi monofilamen bentuk plastik dalam waktu yang sangat singkat dan strukturnya diubah. Perubahan ini terutama dipengaruhi oleh kerataan aliran aliran udara dari pendinginan. Suhu dan kecepatan udara, kontrol celah peniup udara dan aliran udara stabil di bawah kecepatan tinggi mempengaruhi faktor langsung kualitas benang. Oleh karena itu, membutuhkan aliran udara dari pendinginan dengan stabilitas, keseragaman dan penyesuaian.

Filamen yang didinginkan dan dipadatkan diminyaki dan teredam oleh alat meminyaki (No. 9) untuk meningkatkan kohesi benang, untuk meningkatkan sifat antistatik benang, untuk mengurangi gesekan antara panduan dan juga untuk mengacaukan gesekan dan untuk meningkatkan posisi tuhan dengan panduan, dan untuk meningkatkan petak-panduan dari benang, setelah roller, setelah menginap, dan untuk meningkatkan posisi terape dari benang, setelah roller, dan untuk meningkatkan Posisi dari benang, setelah roller, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi, dan untuk meningkatkan Posisi. Masuk ke dalam rol gambar (No.10), kemudian dimasukkan ke dalam kaleng oleh Rollers Sunflower (No.11). Roda gambar enam-roll dan roda bunga matahari digerakkan oleh motor sinkron. Kedalaman yang terlibat dari dua rol bunga matahari dapat disesuaikan. Rol gambar dan bunga matahari dengan kecepatan rendah diatur untuk string-up benang dan operasi yang mudah. Sistem pemintalan dan pengambilan diatur dengan sistem komunikasi kolektif.

Unit Traversing Can (No. 12 & 12a) digerakkan oleh AC Motors, yang menyadari untuk mengangkut perubahan kaleng kosong, pergerakan penarik yang membalas dan pengiriman kaleng sarat. Unit ini memiliki dua jenis kontrol: secara manual (kecuali gerakan membalas) dan otomatis. Ketika Tow dapat mencapai bobot tertentu dengan pengaturan waktu, penghitung waktu kontrol yang dapat diprogram memberikan sinyal, dan kemudian mekanisme bolak-balik secara otomatis bergerak sarat kaleng ke pusat unit dan memberikan mekanisme yang sarat dapat keluar, sementara itu, untuk bergerak dalam kaleng kosong untuk pengumpulan derek terus menerus. Maka derek di kaleng akan seimbang dan dikirim ke proses setelah perawatan.

Bagian kedua adalah garis finish, umumnya ada juga lima langkah.

Stand Creel
Creel derek diatur selama 4 baris, di mana, dua baris dari mereka digunakan dan dua baris lainnya sedang mempersiapkan. Gangguan dari derek creel dibagi menjadi 3 nos. Lembar untuk menggambar. Kabel derek berasal dari creel dipandu pertama -tama oleh bingkai pemandu derek dan melewati mandi celup untuk membagi lembar derek secara merata dengan lebar dan ketebalan tertentu, dan memastikan lebih banyak putaran yang lebih jauh di lembaran derek, dan kemudian memulai proses menggambar.
Usungan
Rentang ini menggunakan teknologi menggambar 2 tahap. Tahap gambar pertama dilakukan antara tandu pertama dan tandu kedua. Suhu penangas adalah sekitar 60 ℃ ~ 80 ℃. Rasio rasio tahap gambar pertama selesai 80% ~ 85%. Tahap gambar kedua membawa dada kotak uap antara tandu kedua dan tandu ketiga. Rasio rasio tahap gambar kedua selesai 15%-20%.

Setelah didinginkan dan diminyaki, lembaran derek dikirim ke penumpuk derek, 2 atau 3 lembar derek ditumpuk ke dalam 1 lembar derek. Sudut kemiringan rol susun dapat disesuaikan untuk mencapai proses penumpukan. Lebar lembar derek dan kualitas susun sangat penting untuk crimping. Setelah menumpuk, lembar derek dikirim ke Crimper melalui roller kontrol ketegangan dan kotak pra-pemanasan uap. Lembar derek dikerjakan melalui pemerasan untuk memastikan kinerja serat yang baik dalam proses selanjutnya.

Setelah crimping, taksi menyebar ke jenis papan rantai yang menyampaikan pengering santai. Tower dikeringkan secara merata dengan meniup udara paksa, bentuk diselesaikan di sini dan kemudian didinginkan di bawah suhu kaca.

Setelah rileks, truk diseret ke lantai atas untuk memotong dengan tegangan tegangan, yang juga menjamin truk di bawah kerataan ketegangan untuk memberi makan pemotong ke arah tangensial dari gulungan pemotongan. Tow dipotong menjadi panjang staple dengan mengadopsi pemotongan pers. Setelah dipotong, serat yang dipotong masuk ke ruang baler dalam gravitasi atau melalui conveyor untuk baling, dan kemudian bale adalah bobot, baling manual dan pelabelan dan kemudian dikirim ke penyimpanan oleh fork lifter.